High Quality Roller Shutter Door Roll Forming Machine
This high quality roller shutter Door roll forming machine is designed for making the shutter door production in batch fully automatically.
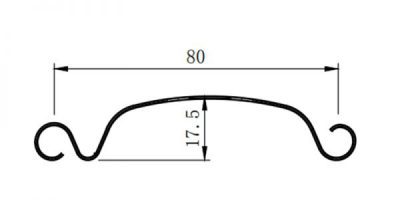
The roller shtter door drawing Profile:
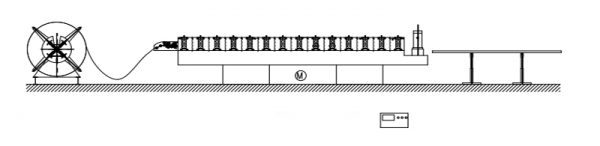
The Work Flow of the High quality roller shutter door roll forming machine
Decoiler→Feed Guide Device→Rolling Forming System→LevelingDevice →Hydraulic Post Cutting Device→Exit Rack
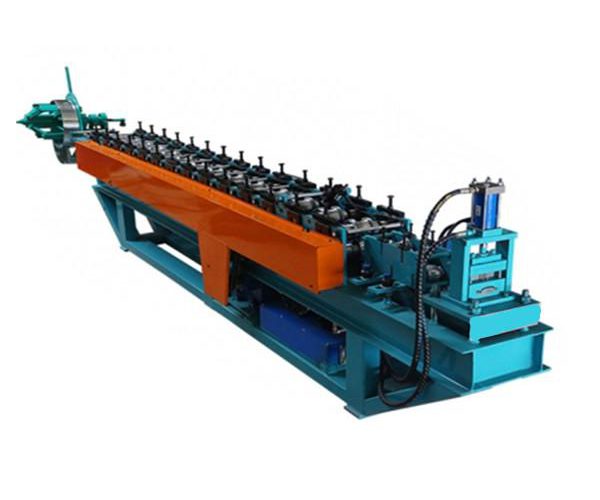
Based on the customer requirements and our experience, we design the Roller shtter door Roll Forming Machine like following picture:

Roller shutter door Roll Forming Machine is composed by the following elements:
1)3 Ton Manual Decoiler: one setManual control steel coil inner bore shrinkage and stop .Max. feeding width:300mm,Coil ID Range:508士30mm

2)Feed Guide Device
A left and right guiding device at the main entrance of the machine.During work,Raw materials on both sides of the plate the enter intothe machine by the left and right guiding device,make the rawmaterials and roll forming system to maintain the correct position.The guiding position can be adjusted by the manual screw mechanism,and the left and right can be adjusted independently.
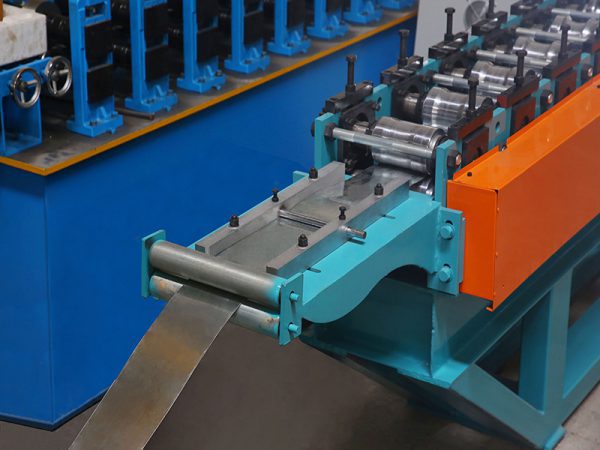
3)Main Machine
body frame made from H400 type steel by weldingSide wall thickness: Q235 t18mm
Rollers manufactured from 40Cr,CNC lathes,Heat Treatment,hard Chrome Coated,with thickness 0.04mm,surface with mirror treatment(for longer life and anti-rust)
Shafts Diameter=Φ50mm,precision machined Gear/ Sprocket driving,about 14-step to form
Main Motor(Polaroid brand)=5.5KW,Frequency speed controlSpeed redcucer motor:R series
All the screw bolts with grade 8.8(cheap factories use low grade 4.8) to ensurefix the machine structure tightly and long life during the machine long timerunning.
Real forming speed 0-20m/min(Not include cutting time and punching time

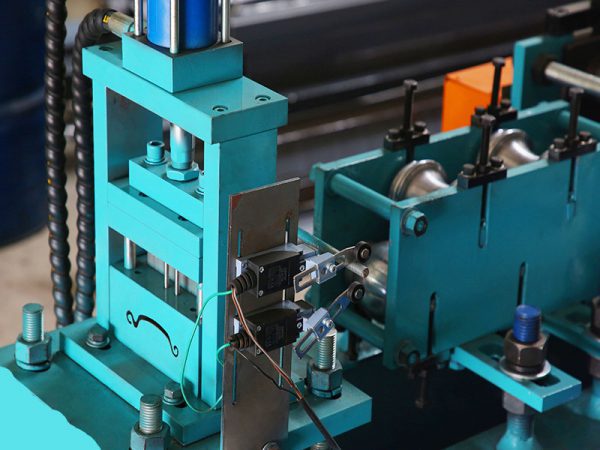
4)Leveling Device & Post Hydraulic CuttingDevice(lnclude Punching)
Leveling device will make the product more beautifulHydraulic motor: 3KW;Cutting pressure:O-16Mpa
Cutting tool material: Cr12Mov(= SKD11 with at least one million times ofcutting life), Heat treatment to HRC58-62 degree
The cutting power is provided by the main engine lndependent hydraulic station